Shape Conformity Metric
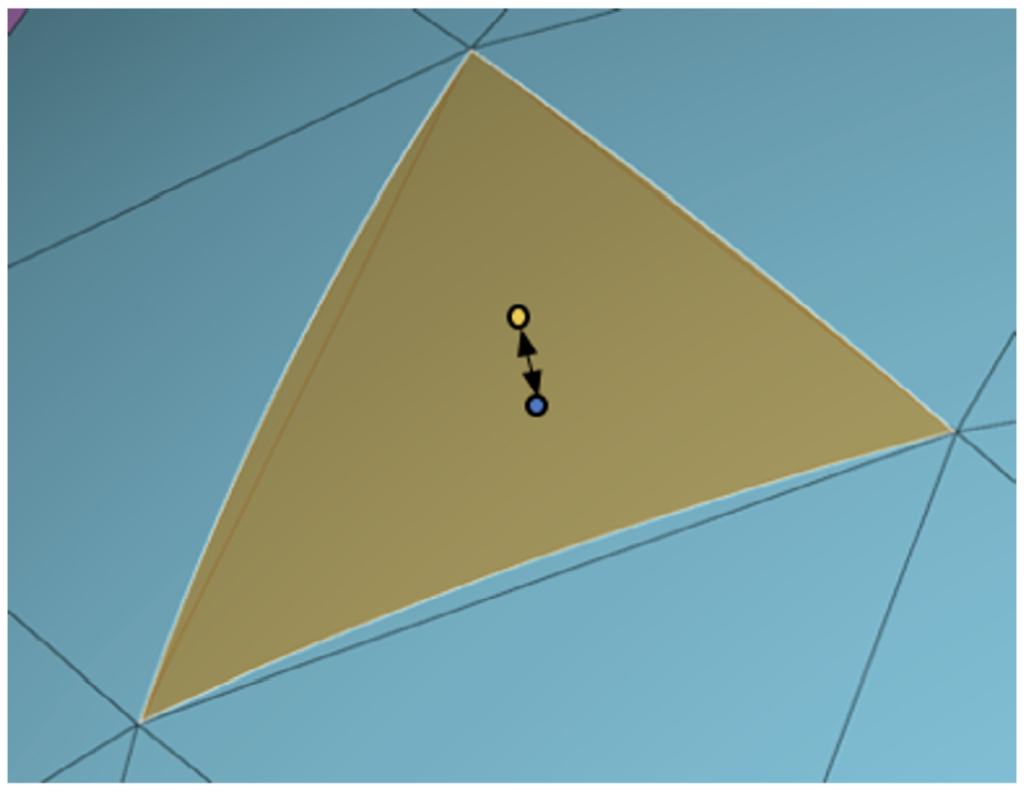
The surface element deviation is the integration of the difference between the mesh surface and the geometry surface over the surface triangular or quadrilateral element. Equation (1) integrates the distance from a mesh node to the geometry over the surface of an element using numerical integration and results in the average distance between the mesh and the surface.
The distance given by |dr| is the surface element deviation, as described in the Surface Element Deviation section.
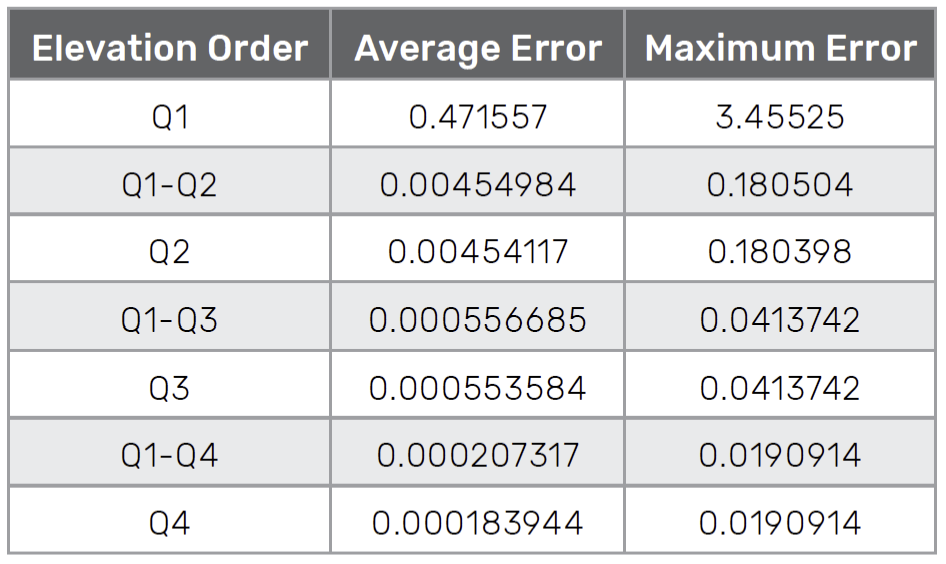
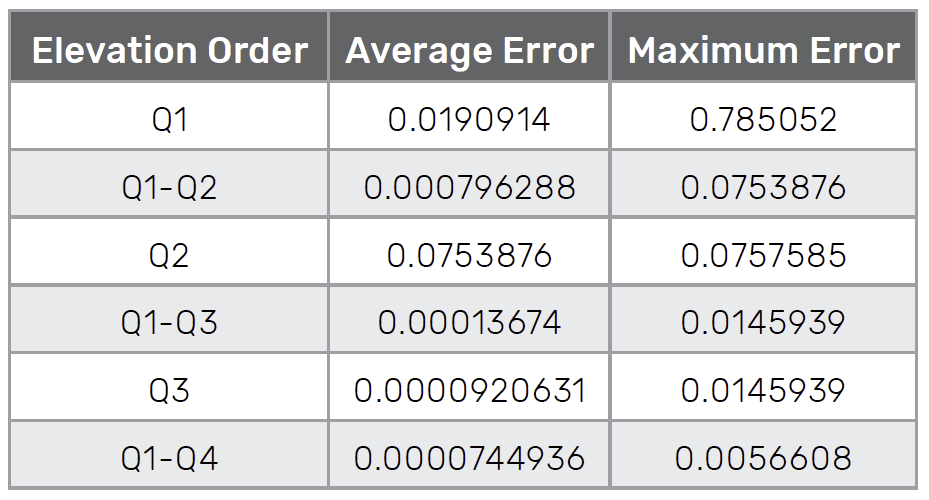
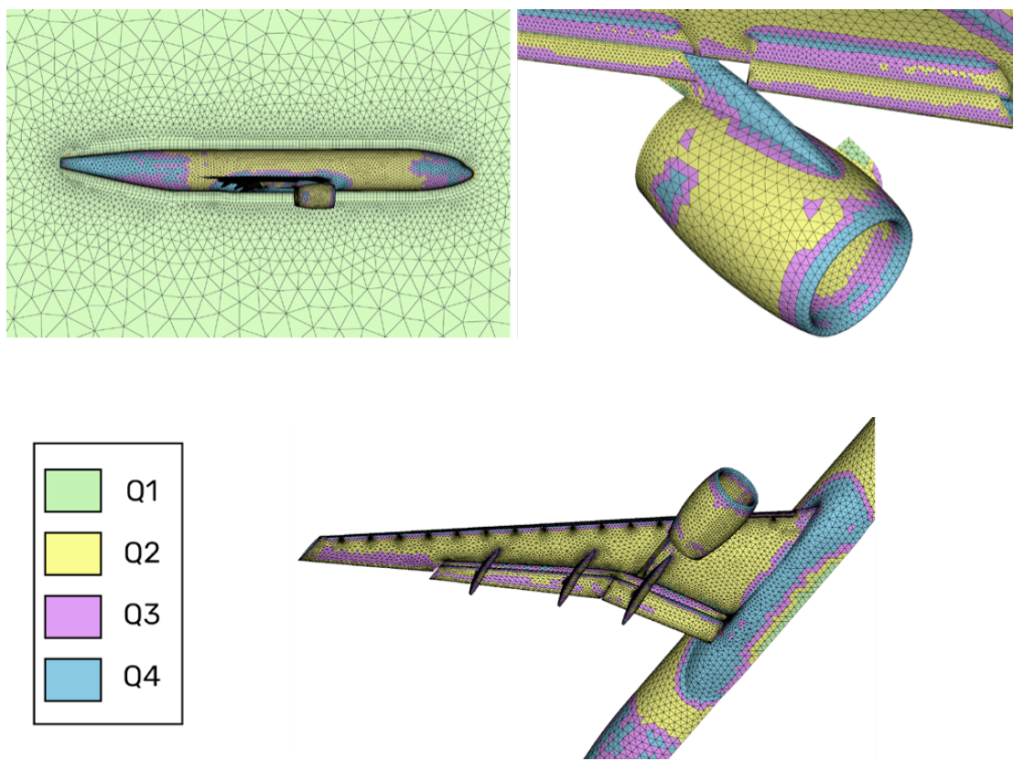
The shape conformity metric produces a dimensional quantity in the units of the mesh length scale. For flat planar surfaces, all mesh orders should produce machine zero values, indicating the mesh is on the planar surface. For curved boundaries, the linear mesh should exhibit the largest error, and increasing the mesh order should produce smaller error values.
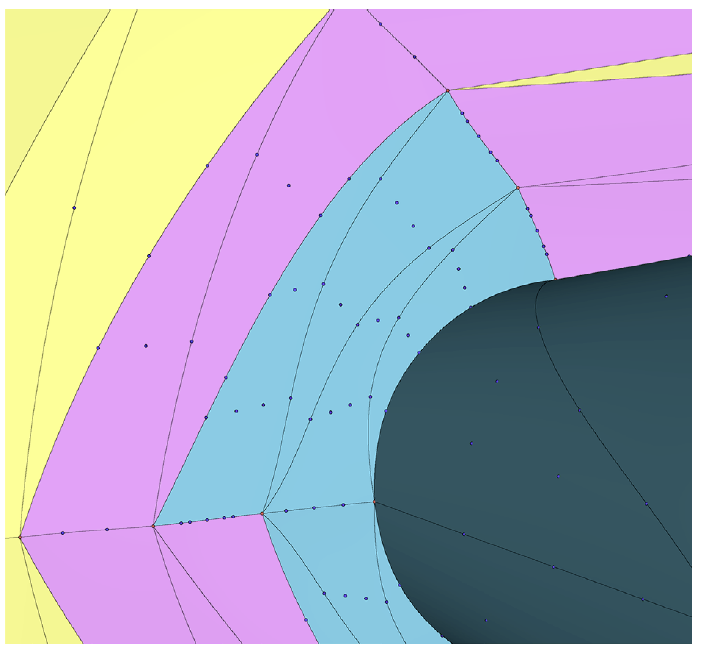
Volume Element Deviation
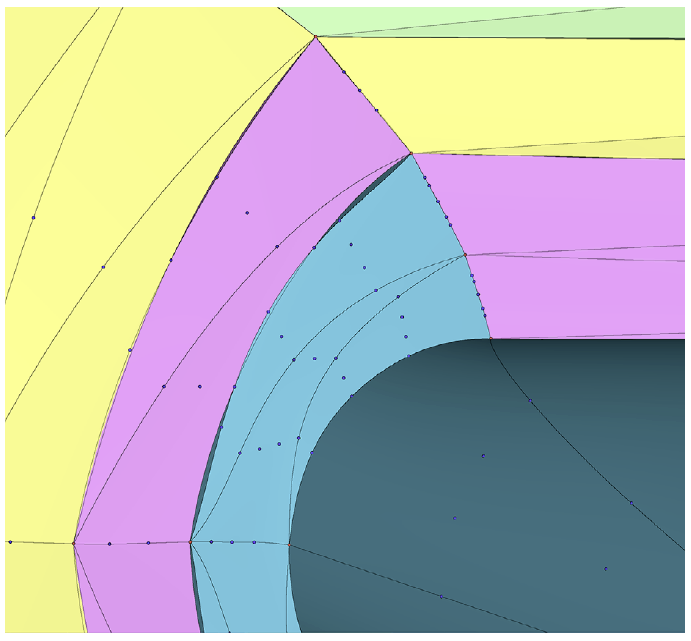
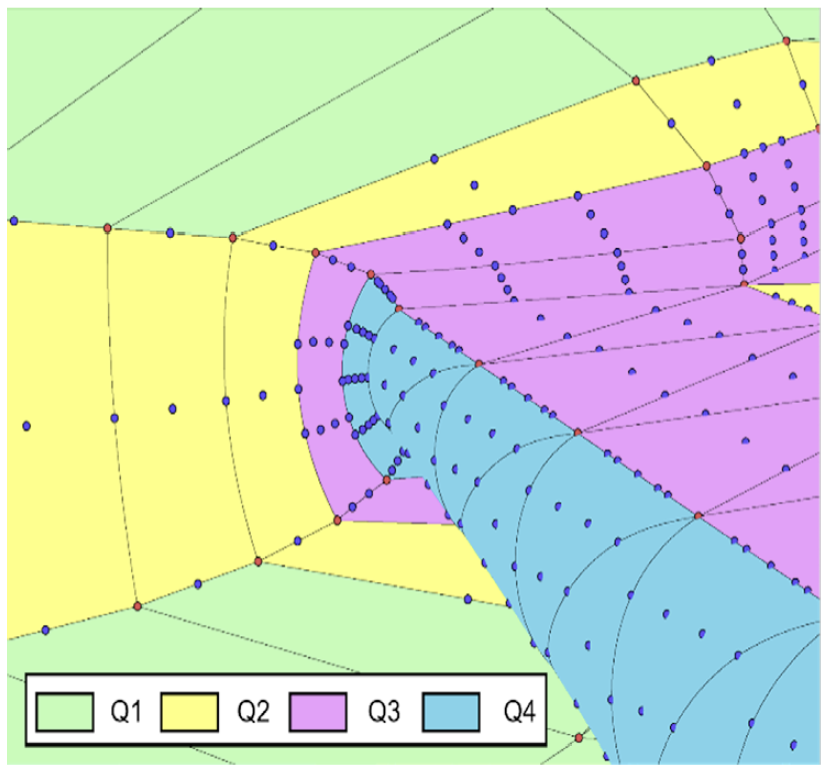
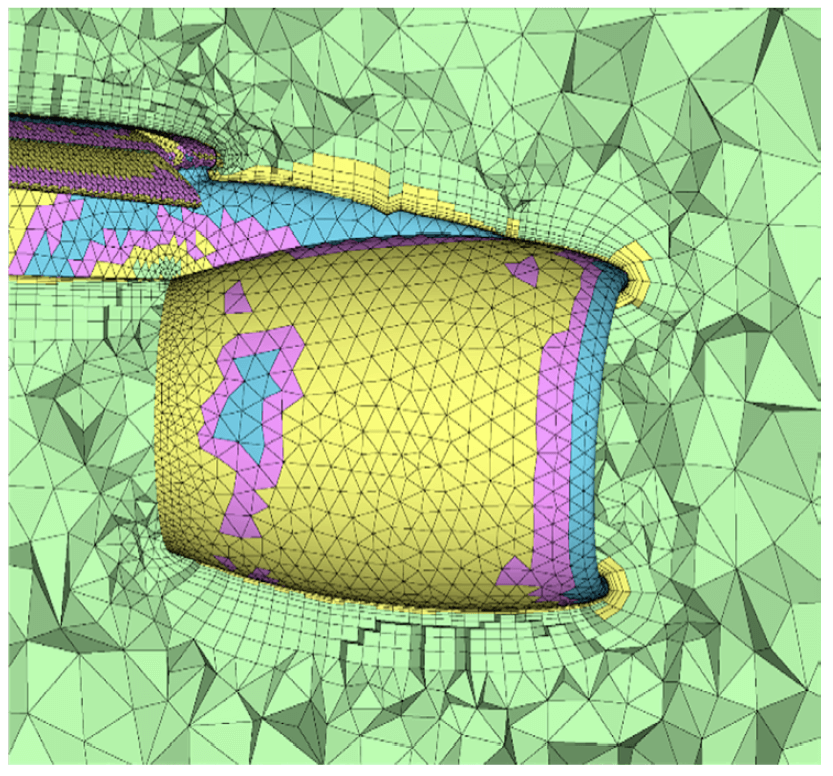
Volume elements with neighbors of a different order need deviation testing to ensure the shapes at the interface are similar. As illustrated in Figure 3a, the high-order nodes on the face common to elements of different order are not shared by each element, which can result in gaps at the interface. The deviation test is performed at these interfaces in one of two ways: either testing the lower order nodes against the higher order shape, or vice versa.